| Наименование параметра |
Исполнение 1 |
Испоолнение 2 |
|
Номинальное усилие пресса, кН (тс) |
4000 (400) |
4000 (400) |
|
Наибольший ход плунжера главного цилиндра, мм |
1000 |
1000 |
|
Скорость плунжера главного цилиндра при холостом ходе, мм/с |
8 |
20 |
|
Скорость плунжера главного цилиндра при рабочем ходе, мм/с |
1,2..2,2 |
1,2..2,2 |
|
Скорость плунжера главного цилиндра при возвратном ходе, мм/с |
10 |
30 |
|
Расстояние между торцом плунжера (пятой штока) и траверсой (А), мм |
500..4000 |
500..4000 |
|
Наибольший диаметр напрессовываемого изделия (С), мм |
1600 |
1600 |
|
Проем упорной траверсы (F), мм |
1050 |
1050 |
|
Грузоподъемность механизма загрузки (мостового крана), т |
2 |
2 |
|
Количество тельферов, шт. |
2 |
2 |
|
Суммарная мощность привода пресса, кВт |
11/11/7,5 |
18,5/11 |
|
Суммарная мощность привода механизма загрузки, кВт |
7,6 |
7,6 |
|
Габариты пресса (L×B×H) без учета гидроагрегата, мм |
8300×4450×3800 |
8300×4450×3800 |
|
Масса пресса, кг |
20000 |
21000 |


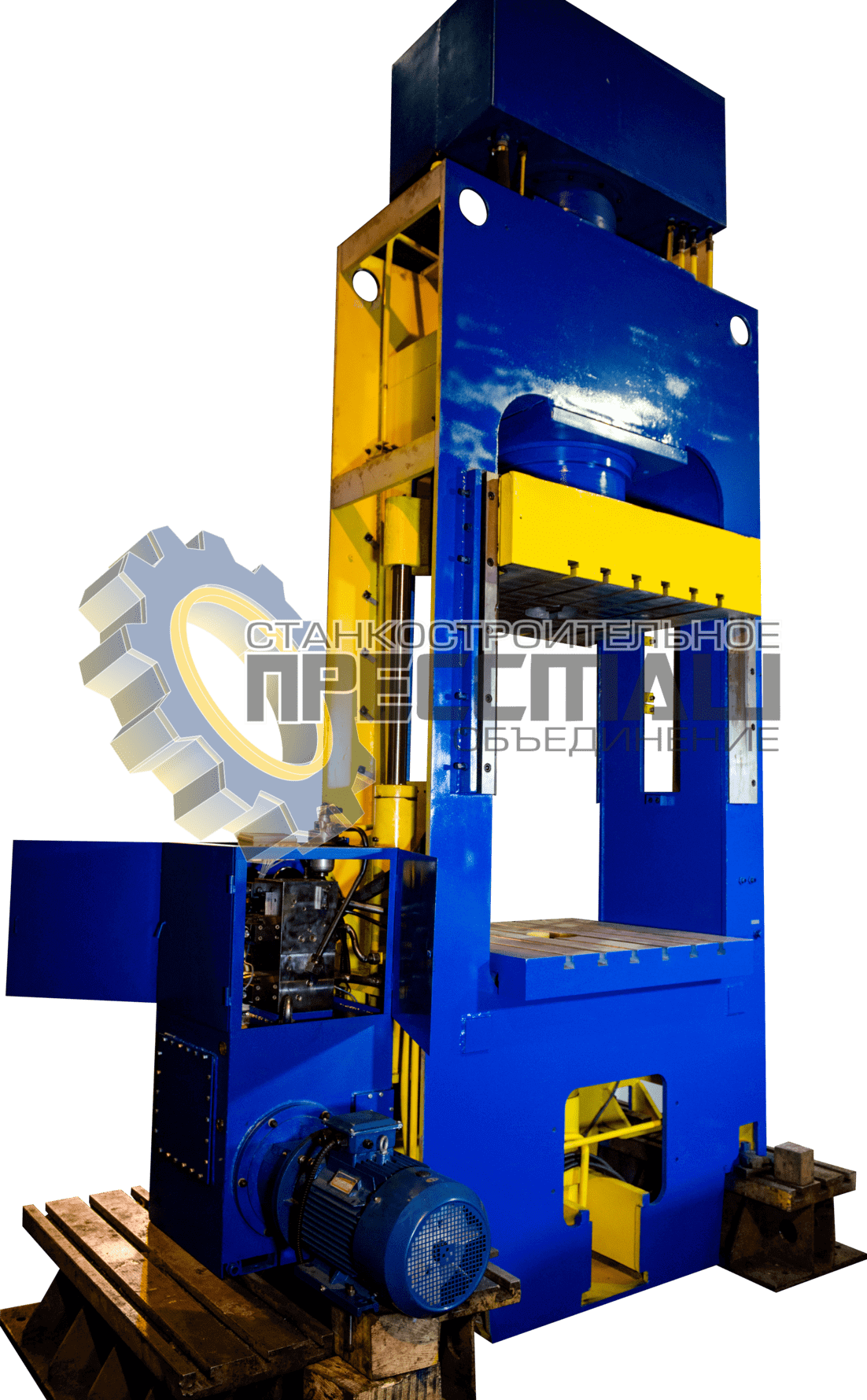
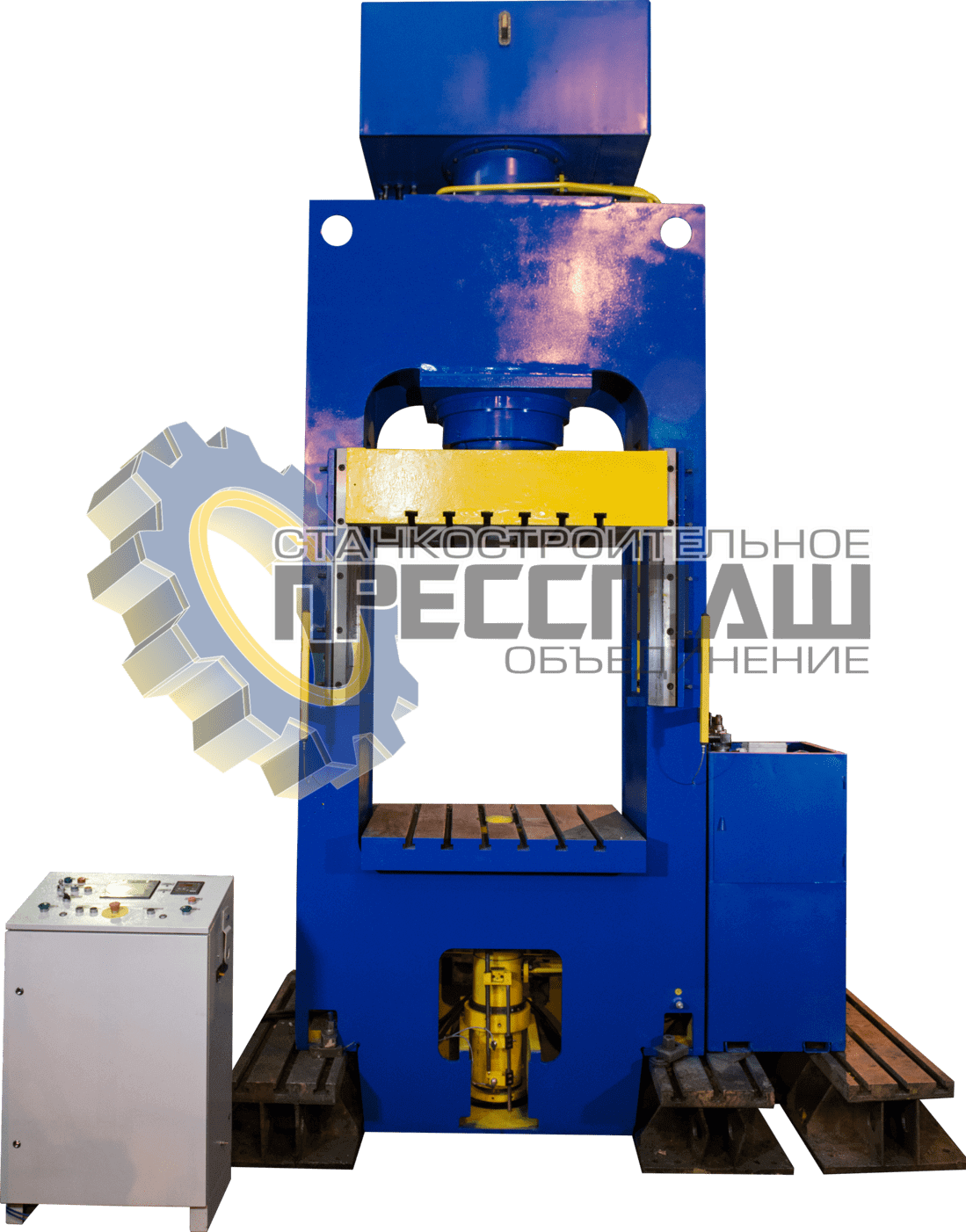
Гидравлический пресс модели П6736 в основном применяется в вагоноколесных мастерских, вагоноремонтных депо, на электровозостроительных заводах и производствах.
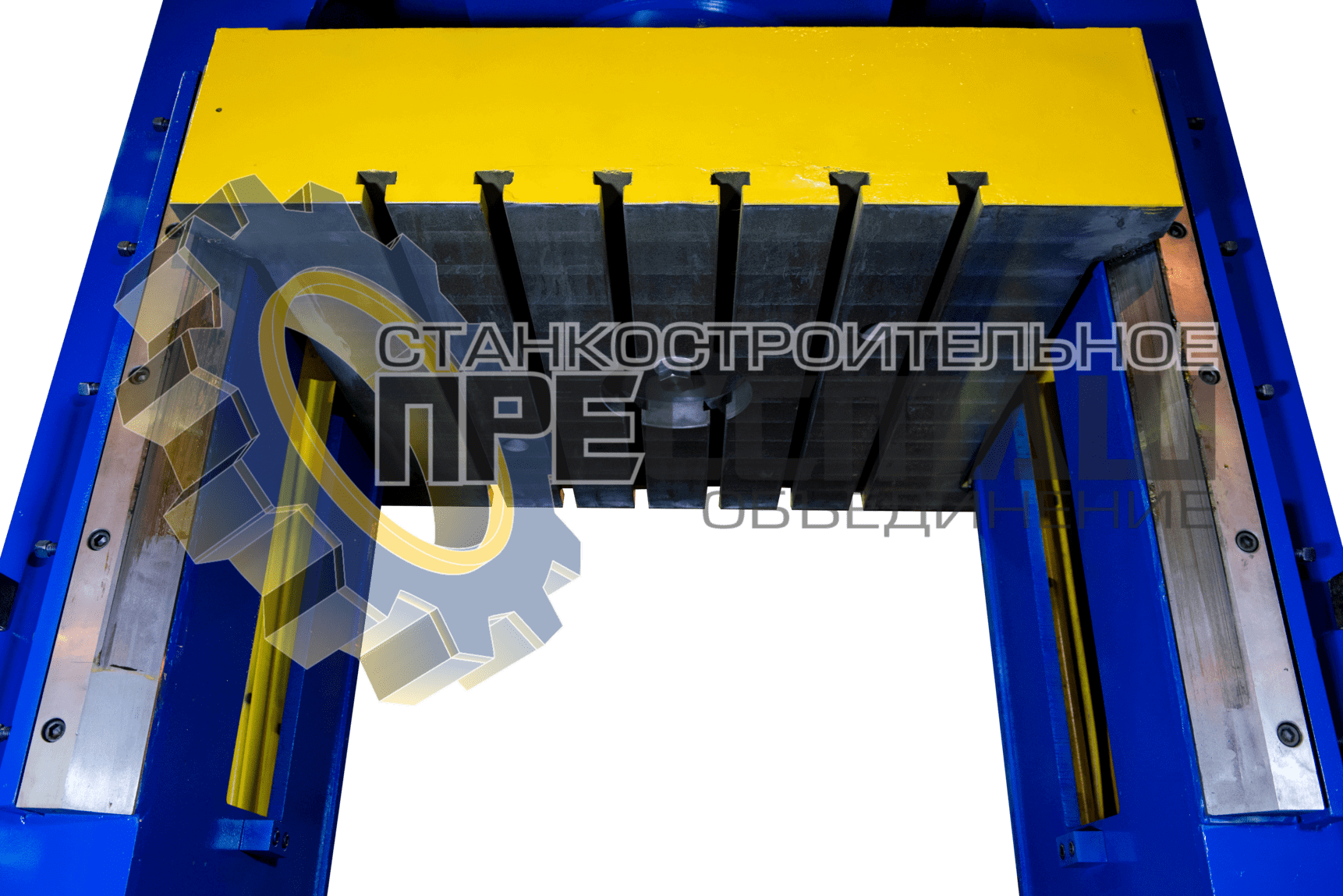
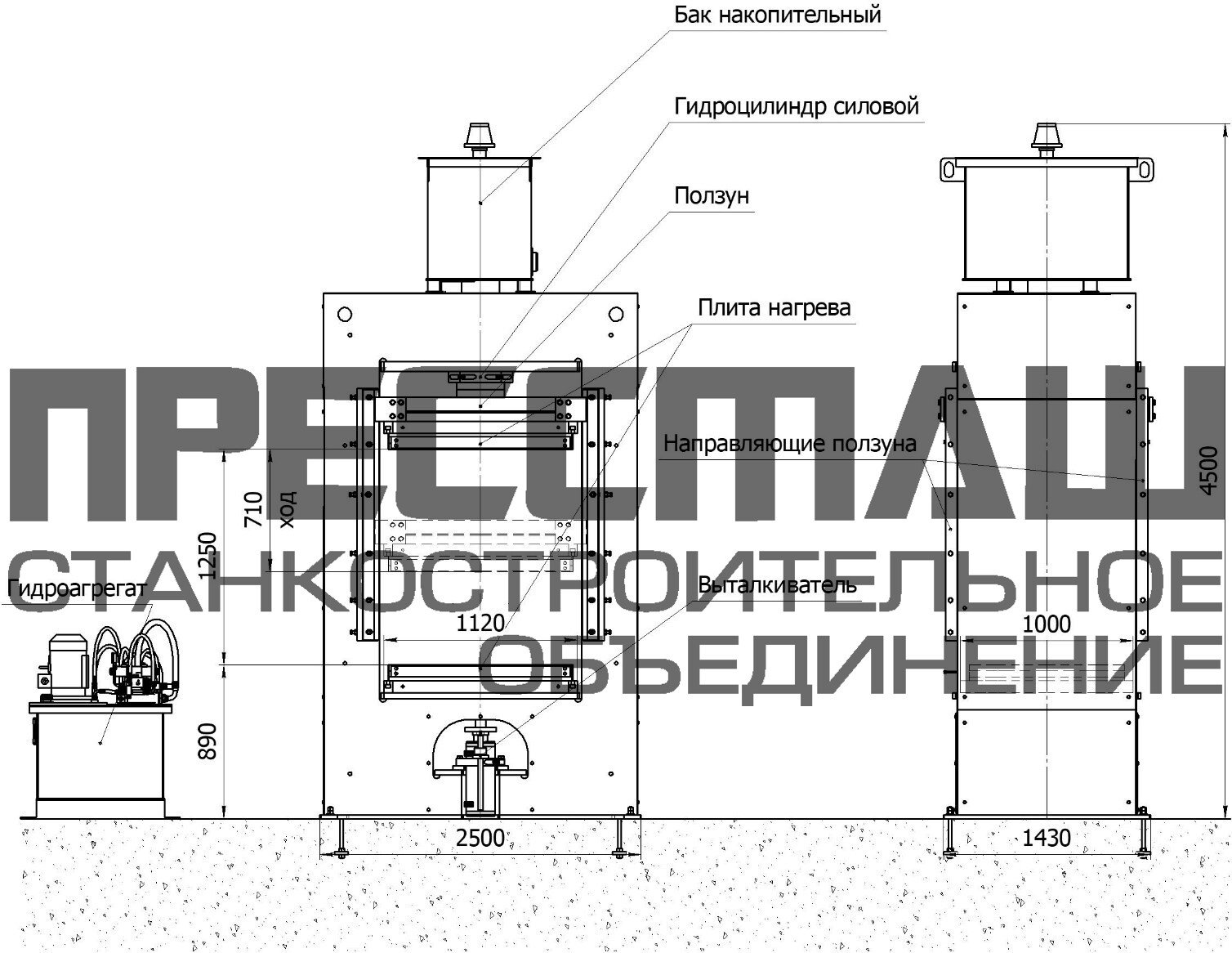
Пресс представляет горизонтальную конструкцию, состоящую из передней и задней неподвижных стоек, соединенных между собой двумя тягами. Между стойками по тягам перемещается подвижная (упорная) траверса с автономным электрическим приводом.
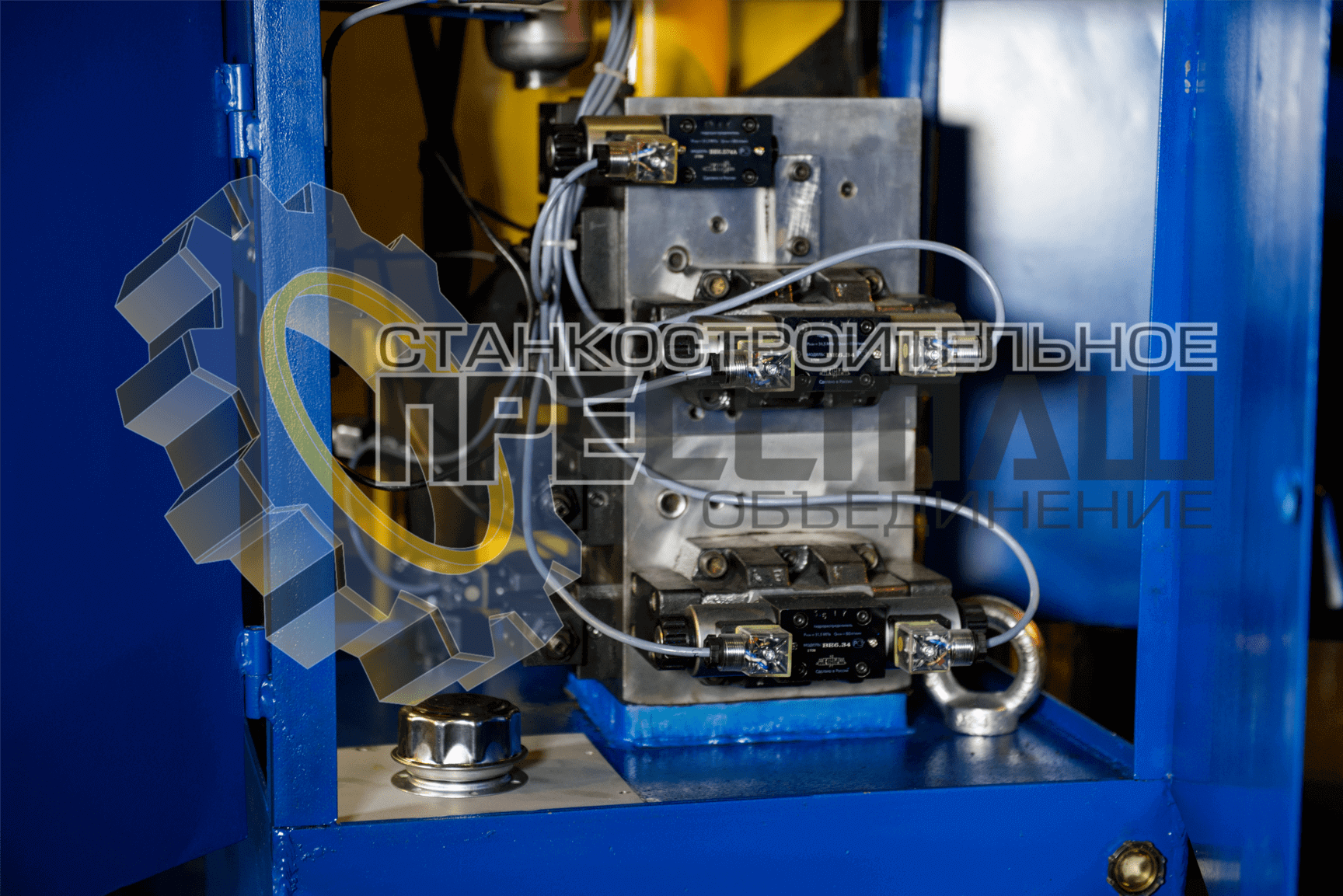
Гидроагрегат пресса, в который входят бак, крышка бака и гидропанель, установлен за передней стойкой пресса и соединяется с рабочими цилиндрами при помощи рукавов высокого давления (трубопроводов).
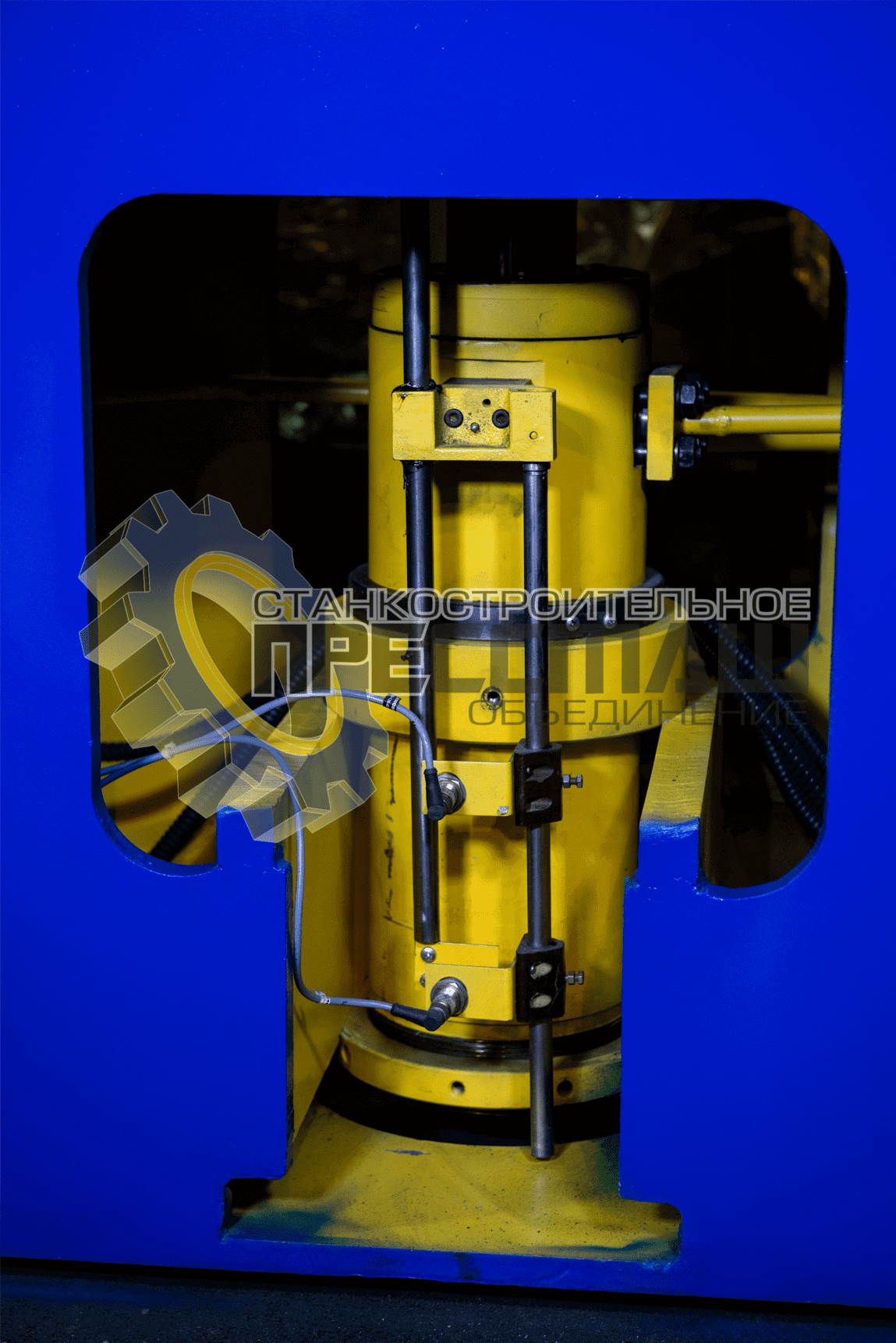
В передней стойке пресса вмонтированы главный и возвратный цилиндры, клапан наполнения и механизм конечных выключателей с корректором.
По верхней тяге перемещаются две подвески для установки обрабатываемых изделия.
Оснащается подкрановыми путями с двумя электротельферами.
Электрошкаф размещается в удобном для заказчика месте, но на расстоянии не более 10 метров от пресса.
Рядом с передней стойкой на кронштейне устанавливается прибор «Давление-путь» (дополнительная комплектация).
Конструкция пресса предусматривает работу пресса в режимах «Наладка», «Работа пооперационная» и «Работа полуавтоматическая».
Выбор необходимого режима производится переключением режимов работы на сенсорной панели управления в соответствующее положение.
В режиме «Наладка» настраивается контрольно-регулирующая и предохранительная гидро- и электроаппаратура, а также производится выверка и наладка остальных узлов пресса.
Порядок действия при этом следующий:
В режиме «Работа пооперационная» производится всевозможные запрессовочные и распрессовочные работы в пределах характеристики пресса.
Порядок действия:
начинается ускоренный ход плунжера, длина которого от исходного положения не должна превышать 500 мм. При включении путевого переключателя плунжер переходит с ускоренного хода на замедленный холостой ход. В конце операции замедленного хода при включении путевого переключателя производится операция прессования. Ограничение рабочего хода (прессования) осуществляется нажатием кнопки окончания операции – насосы переключаются на слив и плунжер перестаёт двигаться. Данное состояние называется операцией задержки и длится 250-300 миллисекунд.
По истечении этого неперепрограммируемого времени производится разгрузка плунжера от высокого давления – декомпрессия. Длительность операции задаётся оператором от 6 до 20 секунд. Базовая настройка по умолчанию – 6 сек.
По истечении этого времени, при условии замыкания электро-контактным маноментром стрелки минимального давления, начинается операция возвратного хода. Величина настройки минимального давления определяется необходимостью полной разгрузки главного гидроцилиндра от избыточного давления. Недостаточная разгрузка от давления способна вызвать жёсткое открытие клапана наполнения вплоть до гидроударов. При правильной настройке КН открывается без противодавления, и ползун начинает мягкое движение назад в исходное положение (за исходное положение принято такое положение, при котором плунжер главного цилиндра находится в крайнем левом положении и конечный выключатель активирован).
Для удобства обслуживания и в случае необходимости остановки плунжера при прессовании в режиме «Работа пооперационная», пресс снабжен переносной электрической педалью.
В режиме «Работа полуавтоматическая» производится:
запрессовка колесных пор с применением корректора или же другие запрессовочные работы с работой по давлению.
Порядок действия:
Запрессовываемые или распрессовываемые изделия устанавливаются на подвески или же поддерживаются при помощи других цеховых грузоподъемных средств.
При необходимости записи диаграммы «Давление – путь» применяется установка прибора «Давление – путь» (дополнительная комплектация).

Установка прибора предназначена для записи на ленточной диаграмме величины усилия, развиваемого прессом по пути плунжера при формировании колесных пар.
Поставляемые Станкостроительным объединением «ПРЕССМАШ» станки и оборудование имеют полный пакет необходимой документации, а также отвечают всем действующим в РФ нормативам и стандартам.
За счет применения комплектующих известных мировых фирм достигается высокая надежность гидравлического пресса насадочного модели П6736. Каждый пресс перед отправкой проходит испытания на соответствие нормам точности и жесткости. По следующим основным показателям:
На пресс действует гарантия завода-изготовителя, возможно послегарантийное обслуживание, а также заказ оригинальных запасных деталей, узлов и дополнительных комплектующих.
Осуществляем доставку и проведение пуско-наладочных работ по всей России и странам СНГ.
Специалисты «ПРЕССМАШ» при необходимости проведут обучение производственного персонала Заказчика по обслуживанию и эксплуатации оборудования.
У нас действует гибкая система оплаты. По согласованию с Заказчиком, возможна отсрочка платежа, а также есть возможность сотрудничества с ведущими лизинговыми компаниями.
Чтобы узнать актуальную цену пресса П6736, запросите коммерческое предложение с помощью формы обратной связи, расположенной ниже или позвоните на номер горячей линии 8 (800) 3333-222.

Адрес склада и другие данные...