| Наименование параметра, размерность | Величина параметра |
| Номинальное усилие пресса, кН: | 1000 |
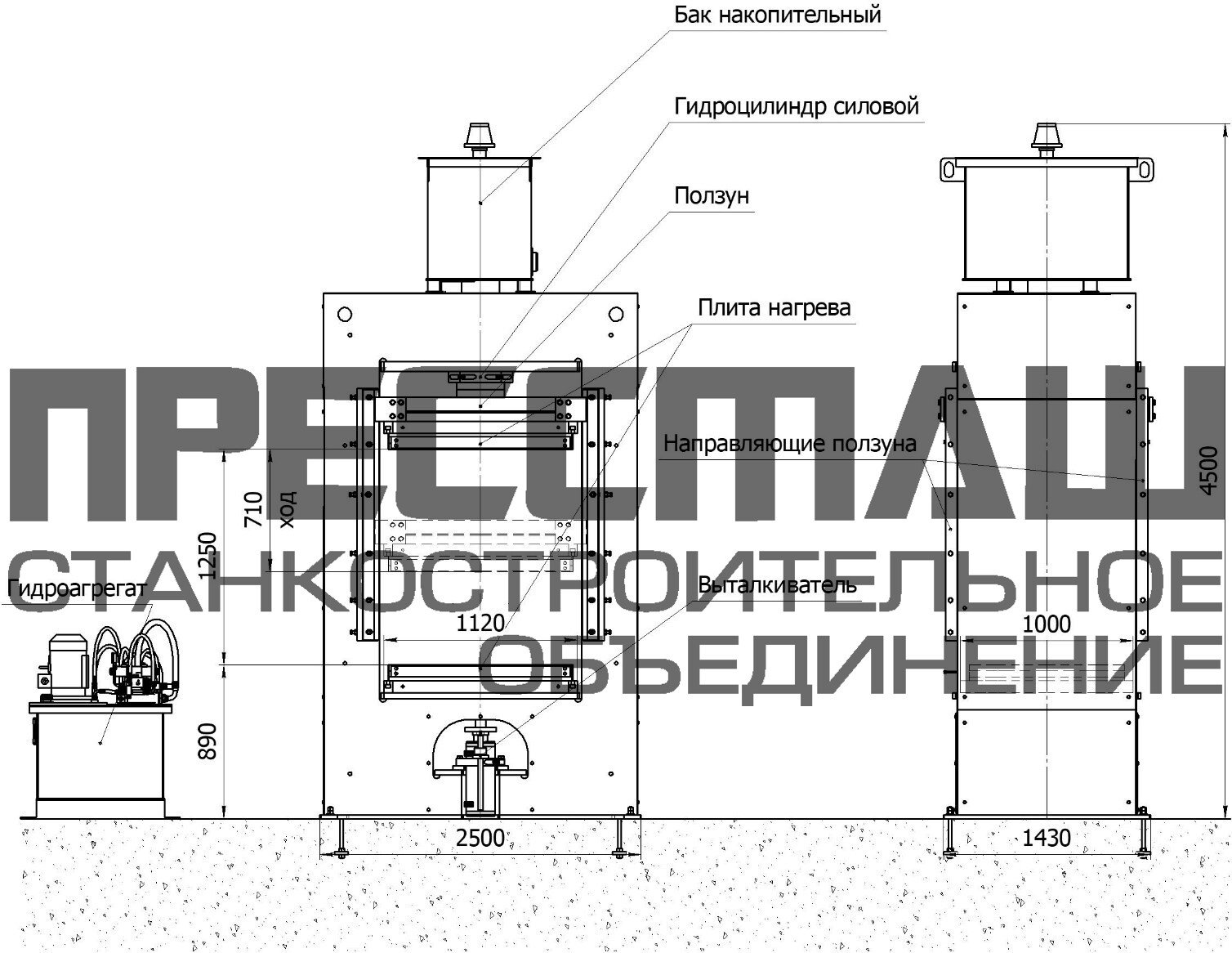
| Ход ползуна, мм | 500 |
| Наибольшее расстояние между столом и ползуном, мм | 750 |
| Расстояние от оси ползуна до станины (вылет), мм | 400 |
| Размеры стола, мм: | |
| – слева-направо | 800 |
| – спереди-назад | 630 |
| Скорость ползуна, мм/с: | |
| – холостая | 230 |
| – рабочая | 12,5 |
| – возвратная | 320 |
| Усилие гидроподушки, кН: | 400 |
| Ход гидроподушки, мм | 200 |
| Габариты, мм: | |
| – слева-направо | 1200 |
| – спереди-назад | 2090 |
| – высота над уровнем пола | 3400 |
| Масса, кг | 6200 |
| Мощность привода, кВт | 15 |
Основным назначением пресса модели П3230А является выполнение работ, требующих нижнего выталкивателя или прижима: листовая штамповка, вытяжка тонколистового металла и других. Этот пресс позволяет также выполнение таких операций, как запрессовка-выпрессовка, прошивка, калибровка, гибка, но не требующих правильного стола и проёма в столе пресса.
Данный гидравлический пресс модели П3230А востребован на машиностроительных заводах в таких направлениях как металлургия, судостроение, тракторостроение, станкостроение. Также, для выпуска военно-ориентированной продукции и товаров народного потребления. Коммерческими фирмами он используется для изготовления и обслуживания систем отопления и инженерных коммуникаций.
Пресс гидравлический П3230А нашего производства поставляется в центральный федеральный округ, Северо-Западный ФО, Южный ФО, Северо-Кавказский ФО, Приволжский ФО, Уральский ФО, Сибирский ФО и страны СНГ.

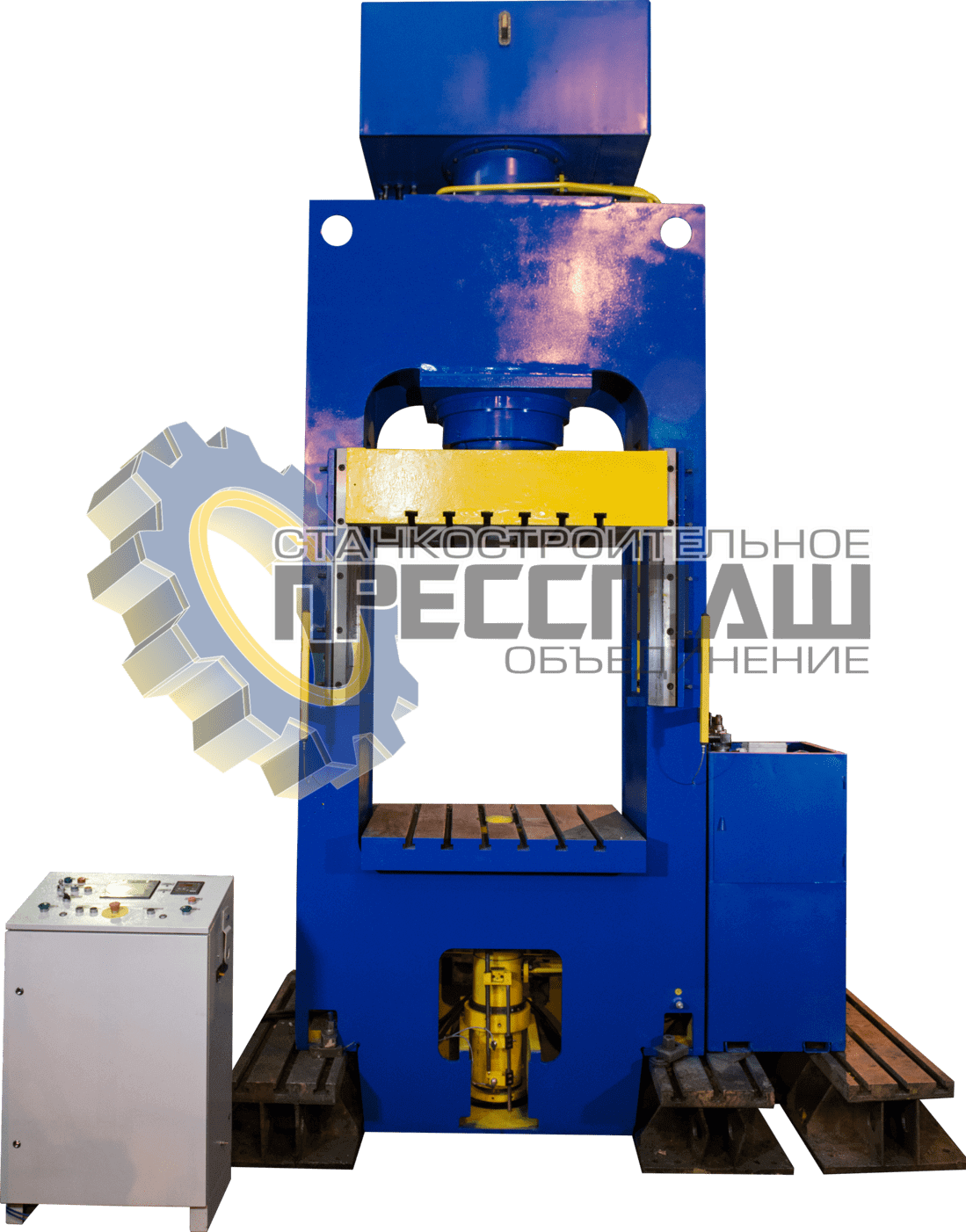
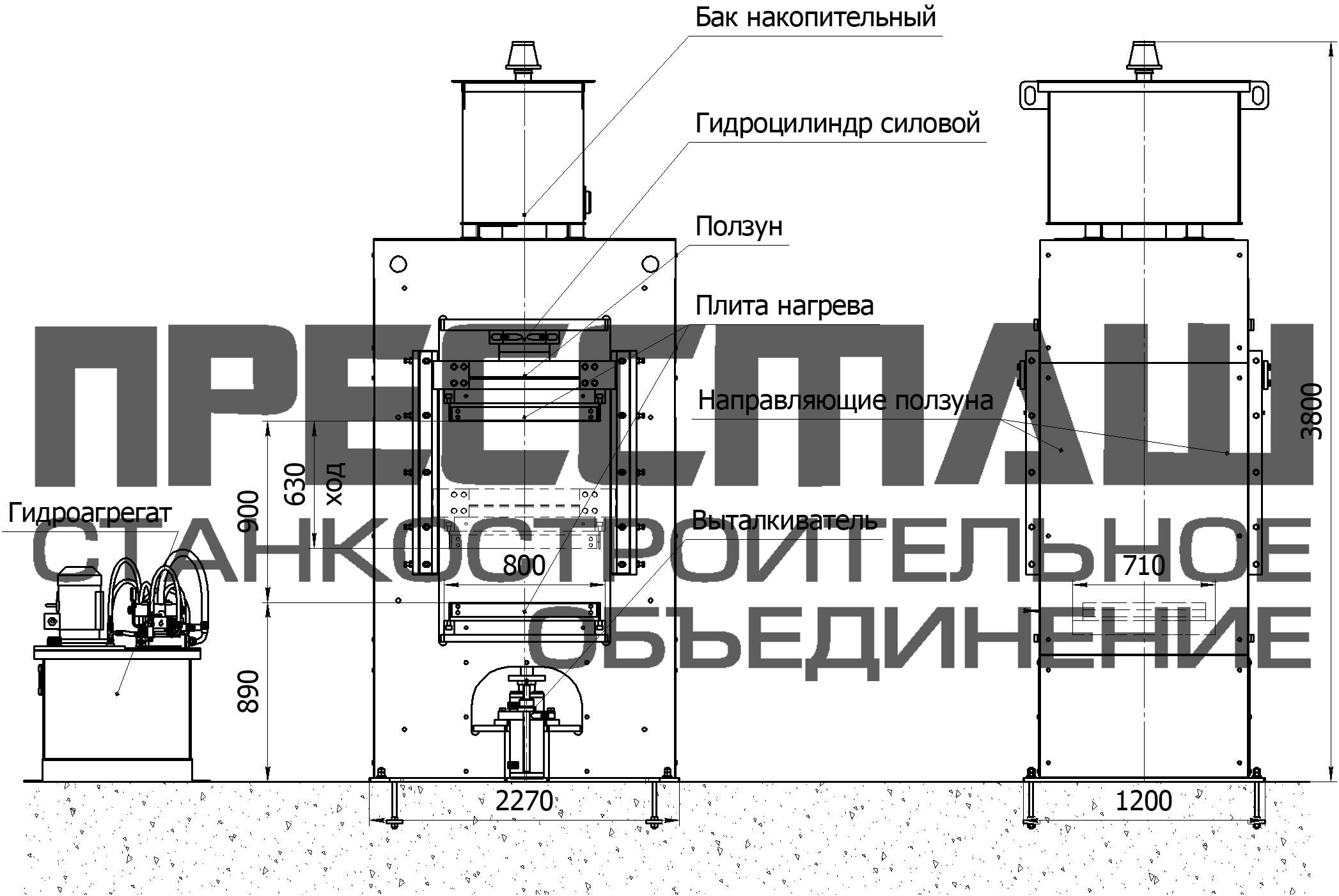
Общий вид пресса
1 – станина; 2 – гидроагрегат; 3 – цилиндр 4 – рукоятка ручного управления; 5 – электрошкаф ; 6 – электрооборудование; 7 – узел гидроподушки; 8 – ползун; 9 – поводок; 10 – гайка; 11 – защитные решетки; 12 – гидроблок; 13 – плита; 14 – фотозащита; 15 – светодиодная лента для освещения; 16 – разрезное кольцо.
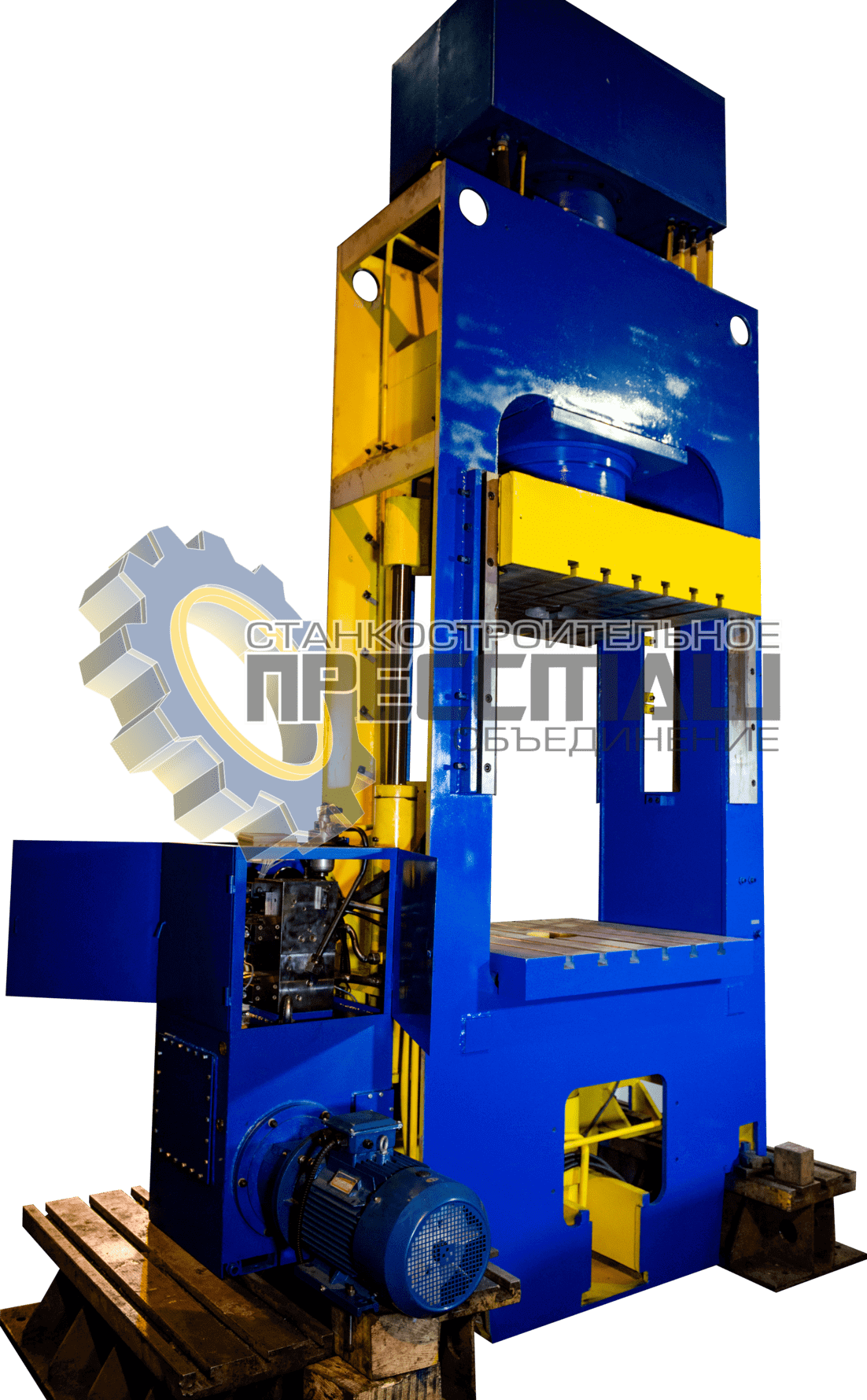
Все узлы пресса установлены на станине 1. Станина сварной конструкции имеет верхнюю и нижнюю консоли и вертикальную стойку, внутри станины установлена ёмкость для масла. На крышке ёмкости устанавливается гидроагрегат 2. В верхней консоли установлен рабочий цилиндр 3, закреплённый при помощи разрезного кольца 16 и гайки 10. К цилиндру через фланец и трубопровод крепится гидроблок 12. К нижнему торцу штока цилиндра, при помощи болтов закреплён ползун 8, связанный с направляющей планкой на станине, предотвращающую проворот ползуна со штоком вокруг вертикальной оси. Слева на ползуне имеется поводок 9, перемещающий движок с флажком для взаимодействия с конечными выключателями, закреплёнными на левой стороне стойки пресса. Справа на стойке установлен электрошкаф 5 с контроллером и панелью управления. Внутри шкафа и по прессу размещено электрооборудование 6. На нижней консоли пресса устанавливается плита 13 для установки инструмента. Узел гидроподушки 7 устанавливается в нижней консоли. Управление осуществляется с панели управления и с выносного пульта (на рисунке не показан), а также рукояткой ручного управления 4.
Рабочая зона ограждена защитными решётками 11, на которых установлены излучатель и приёмник фотозащиты 14, а также светодиодные ленты 15 для освещения рабочей зоны.
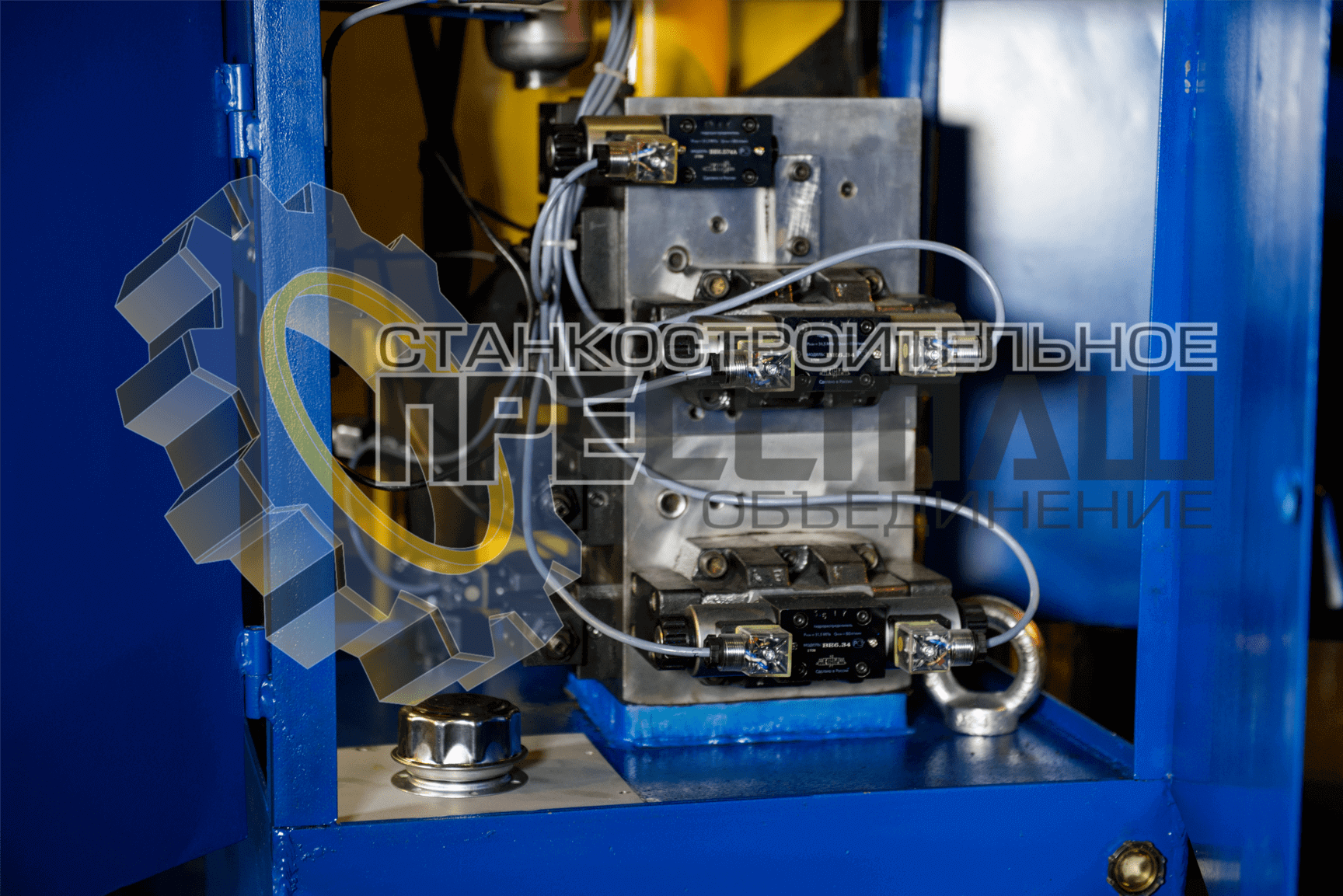
Внутри станины размещены гидроагрегат и трубопроводы, соединяющие гидроагрегат с цилиндрами и манометрами, а также блок частотно-регулируемого привода.
На трубопроводах установлены датчики-преобразователи давления для системы управления.

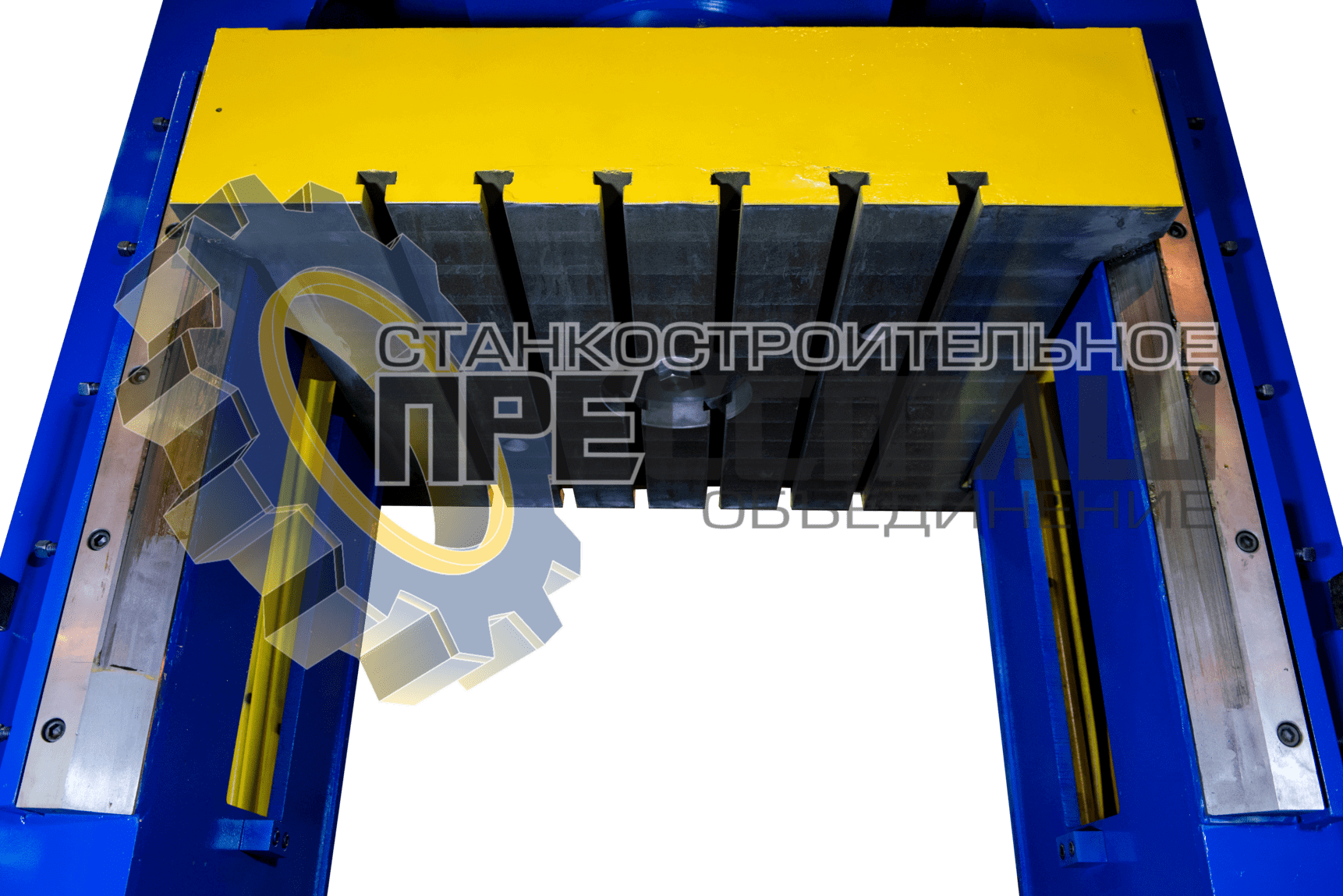
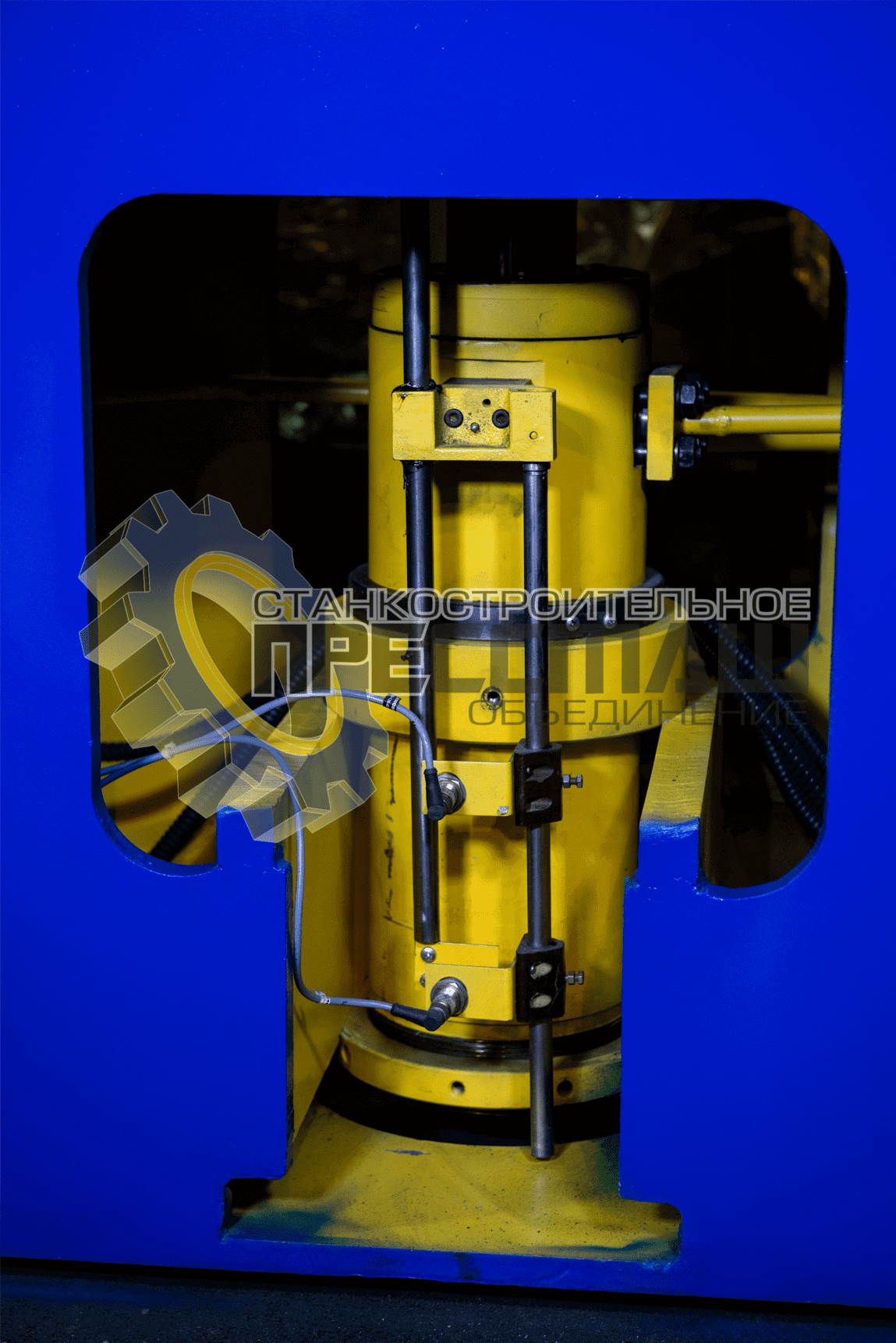
Общий вид гидроподушки
Гидроподушка состоит из следующих основных частей:
– опорной плиты 1 для прижимных штырей, закреплённой на штоке 2 цилиндра 3 гидроподушки;
– цилиндра поршневого типа, укреплённого на плите 4;
– плиты стола 5, закреплённой на нижней консоли станины;
– четырёх колонн 6, соединяющих плиту стола с неподвижной плитой 4 и являющихся направляющими опорной плиты 1;
– механизма конечных выключателей.
Штоковая полость уплотняется шевронными манжетами 8.
Поршневая полость уплотняется манжетой 10. Гидроподушка выполняет функцию нижнего выталкивателя изделий, либо нижнего прижима листовой заготовки для предотвращения складкообразования при вытяжке.

Схема действия гидроподушки при вытяжке
«Наладочный» Исходное положение пресса – ползун вверху. Перемещение осуществляется ходом рукоятки. Ползун перемещается на холостом ходе, затем переходит на рабочий ход. Скорость ползуна пресса на холостом и рабочем ходе регулируется величиной хода рукоятки. При достижении ползуна крайнего нижнего положения, ползун останавливается, также ползун останавливается при достижении установленного давления прессования по команде от реле давления. Также остановка ползуна осуществляется рукояткой при ее среднем положении. При снятии с рукоятки усилия происходит возврат в верхнее исходное положение, ползун движется вверх на холостом ходу.
Управление выталкивателем производится нажатие и удержанием соответствующих кнопок на панели управления или пульте управления. При отпускании кнопок шток выталкивателя останавливается в промежуточном положении.
«Полуавтоматический» может выполняться с нижним выталкивателем, без него и с гидроподушкой-выталкивателем. Выбор производится переключателем на панели управления электрошкафа. Исходное положение пресса – ползун вверху, выталкиватель внизу или вверху в зависимости от выбранного режима выталкивателя: нижнее для выталкивателя и без него, верхнее – в режиме гидроподушки.
Управление осуществляется от кнопок на пульте или панели шкафа.
При нажатии двух кнопок ползун перемещается ускоренно вниз, затем происходит переход на рабочий ход ползуна. Движение ползуна вверх происходит по достижению нижнего крайнего положения или датчиком давления, или реле давления после осуществления выдержки под давлением и декомпрессии. При отключенном выталкивателе ползун поднимается до верхнего положения и останавливается, т. е. пресс завершает одиночный цикл. При включенном выталкивателе после подъёма ползуна включается ход выталкивателя вверх и остановка в верхнем положении. После удаления изделия необходимо кратковременно нажать кнопку «Ползун вниз» на пульте или панели шкафа, при этом выталкиватель уходит в исходное положение, а цикл считается законченным. При работе с гидроподушкой цикл проходит аналогично, но при верхнем положении выталкивателя, причём после возврата ползуна в исходное положение выталкиватель автоматически поднимается вверх.
«Пооперационный» осуществляется от кнопок на пульте. Ход ползуна осуществляется следующим образом, по команде от двух кнопок ползун пресса перемещается ускоренно вниз, после прохождения отрезка ускоренного перемещения, ползун останавливается. Для продолжения хода необходимо повторно нажать кнопки, ползун совершит рабочий ход до нижний конечной точки или по реле давления и остановится. При третьем нажатии кнопок идет возвратный ход ползуна в исходное положение.
За счет применения комплектующих известных мировых фирм достигается высокая надежность гидравлического пресса П3230А. Каждый пресс перед отправкой проходит испытания на соответствия норм точности и жесткости. По следующим основным показателям:
Поставляемые Станкостроительным объединением «ПРЕССМАШ» станки и оборудование имеют полный пакет необходимой документации, а также отвечают всем действующим в РФ нормативам и стандартам.
На пресс действует гарантия завода-изготовителя, возможно послегарантийное обслуживание, а также заказ оригинальных запасных деталей, узлов и дополнительных комплектующих.
Осуществляем доставку и проведение пуско-наладочных работ по всей России и странам СНГ.
Специалисты «ПРЕССМАШ» при необходимости проведут обучение производственного персонала Заказчика по обслуживанию и эксплуатации оборудования.
У нас действует гибкая система оплаты. По согласованию с Заказчиком, возможна отсрочка платежа, а также есть возможность сотрудничества с ведущими лизинговыми компаниями.
Чтобы узнать актуальную цену пресса П3230А, запросите коммерческое предложение с помощью формы обратной связи, расположенной ниже или позвоните на номер горячей линии 8 (800) 3333-222.

Адрес склада и другие данные...