| Наименование параметров | Значение |
| Номинальное усилие, кН (тс) | 2500(250) |
| Ход ползуна регулируемый | |
| – наибольший | 200 |
| – наименьший | 25 |
| Число ходов ползуна в минуту, не менее | |
| – автоматических | 61 |
| – одиночных | 25 |
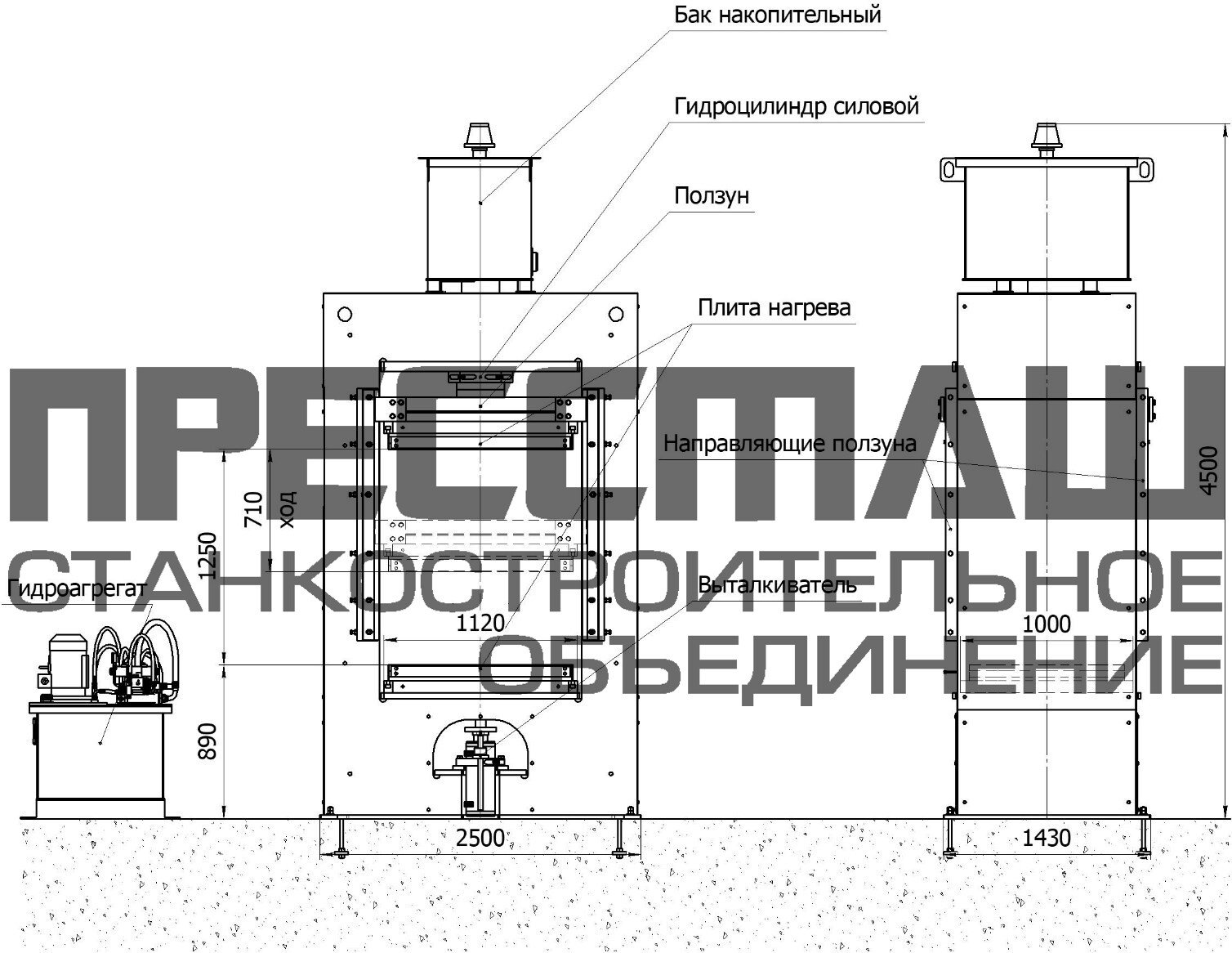
| Длина стола | 1120 |
| Ширина стола | 750 |
| Расстояние от оси ползуна до станины | 400 |
| Наибольшее расстояние между столом и ползуном в его нижнем положении при наибольшем ходе | 560 |
| Расстояние между стойками станины в свету, не менее | 560 |
| Величина регулировки расстояния между столом и ползуном | 140 |
| Габариты: | |
| – слева направо | 2500 |
| – спереди назад | 2700 |
| Высота над уровнем пола | 4300 |
| Масса, кг |
21860 |
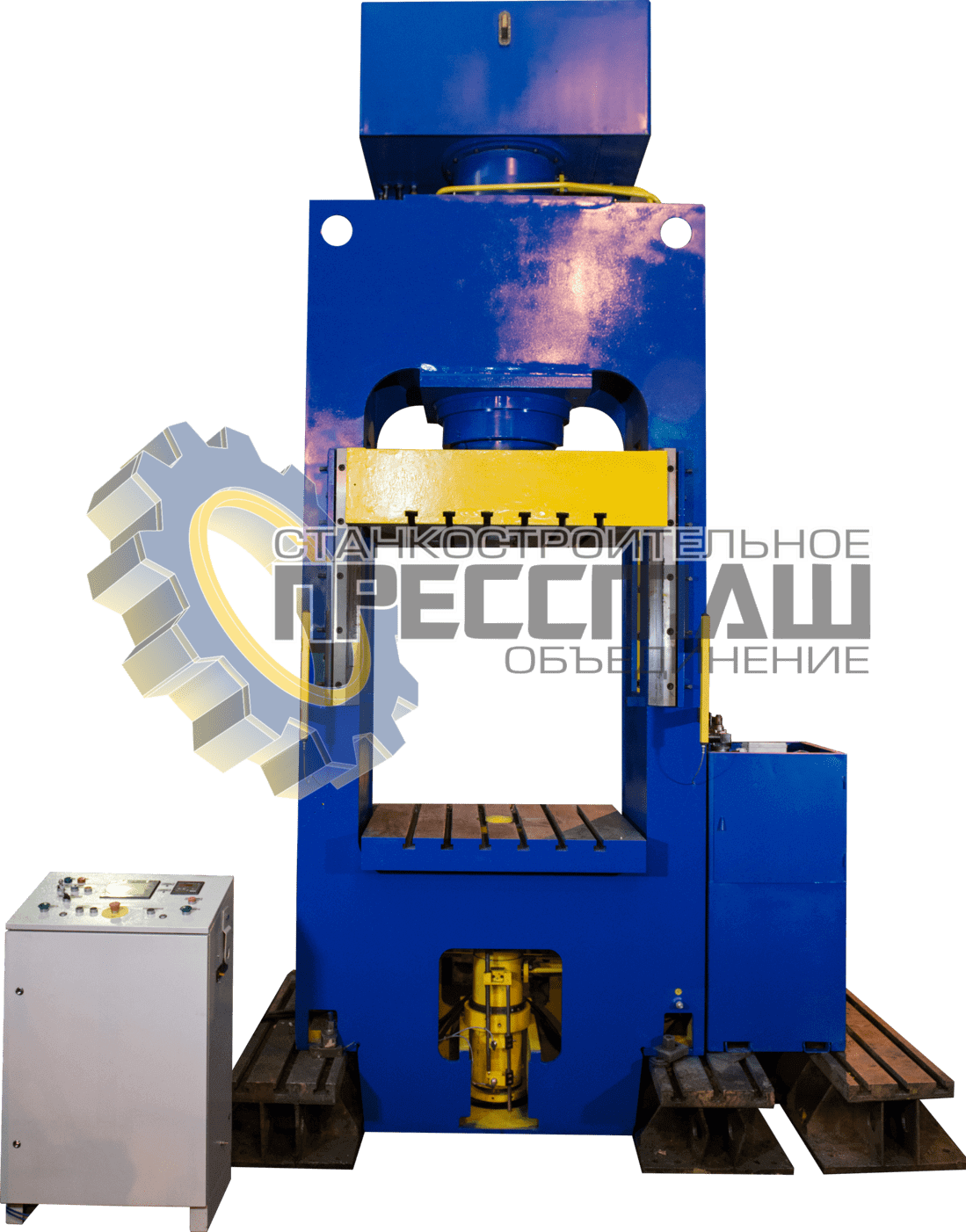
Пресс кривошипный КД2134 предназначен для штамповки на провал, может использоваться как отдельная единица оборудования, или в составе линий, предназначенных для механизации и автоматизации производственных процессов.
Кривошипный пресс КД2134 эксплуатируется на крупных заводах автомобилестроения, тракторостроения, транспортного машиностроения, судостроения, ракетно-космических, железнодорожного машиностроения. Получил широкое применение на участках листовой штамповки предприятий военно-промышленного комплекса. Для производства товаров народного потребления коммерческими производственными фирмами в составе автоматических линий, для производства подвесов, кляммеров, крепежей, маячковых профилей и различных креплений, фасадных крепежей.
Пресс кривошипный КД2134 нашего производства успешно работает в Московской, Владимирской, Челябинской, Оренбургской, Пермской областях, республике Татарстан.
«Одиночный ход» кнопочное двуручное управление применяется при штамповке из штучных заготовок с загрузкой и выгрузкой вручную. Возможность управление от педали применяется при штамповке из листа, полосы или крупногабаритных заготовок, когда в процессе штамповки руки штамповщика держат заготовку.
«Непрерывный ход» предусматривает только кнопочное управление и применяется при внедрении пресса в автоматическую линию штамповки.
Режим «Толчок» применяется наладчиком при установке штампа.
Режим «Ручной поворот» применяется при наладке пресса, предусматривает перемещение ползуна вращением привода вручную ломиком установленном в отверстие маховика при включенной муфте-тормозе.

а – отрезка; б – разрезка с отходом; в – разрезка без отхода; г – вырубка; д – надрезка; е – проколка; ж – пробивка; з – обрезка; и – зачистка; к – высечка; л – просечка.

а – гибка; б – завивка; в – калибровка; г – правка; д – вытяжка; е – вытяжка с утонением; ж – комбинированная вытяжка; з – отбортовка; и – раздача; к – обжим; л – рельефная формовка; м – закатка; н – чеканка; о – скручивание.
Размеры и точность заготовок или деталей, получаемых на прессе КД 2134, определяются:

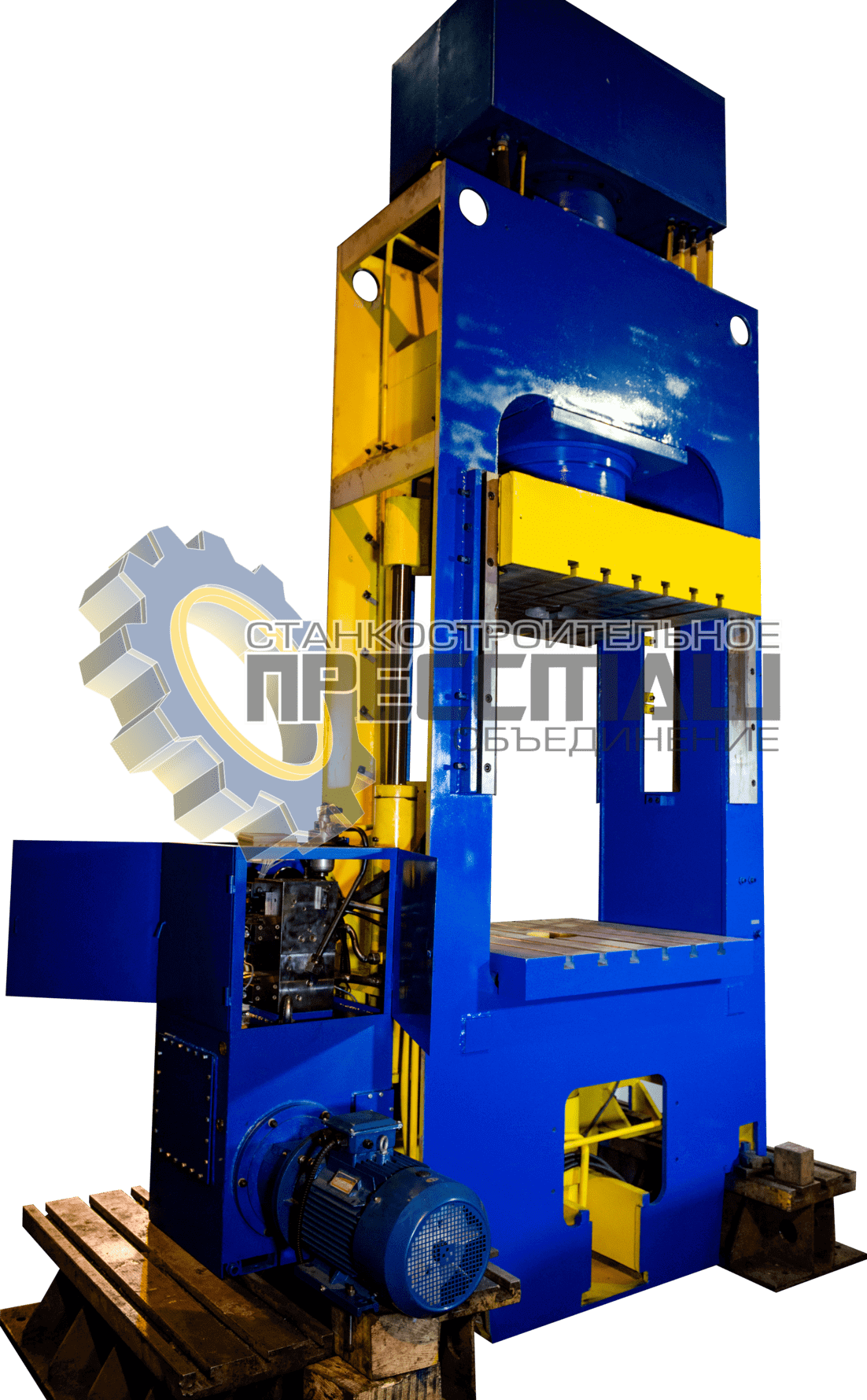
1 – пульт управления; 2 – фотобарьер; 3 – ползун; 4 – ограждение ползуна; 5 – установка уравновешивателей; 6 – механизм регулировки штампового пространства; 7 – привод; 8 – вал приемный; 9 – микропривод; 10 – электрооборудование пресса; 11 – пневмоаппаратура; 12 – шкаф управления; 13 – площадка обслуживания; 14 – командоаппарат; 15 – вал главный; 16 – установка выталкивателей; 17 – станина С-образная цельносварная; 18 – ограждение штампового пространства; 19 – маслопровод; 20 – педаль.

Крутящий момент электродвигателя М1 (поз.1) через шкив 2 передаётся на маховик 3 и далее при включенной муфте 4 и выключенном тормозе 5 на приёмный вал I c шестернями 6 и 7. Шестерни 6 и 7 передают крутящий момент на соединённые между собой зубчатое колесо 8 и бугельное колесо 9, свободно вращающиеся на оси II. На эксцентрическую поверхность бугельного колеса 9 надета эксцентриковая втулка 10, связанная с колёсами 8, 9 посредством шестерён 11, 12 и обоймы 13.
На эксцентриковую втулку 10 надет шатун 14, который в свою очередь через винт 15, гайку-шестерню 16 связан с ползуном 17.
Муфта 4 и тормоз 5 предназначены для периодического соединения постоянно вращающегося маховика 3 с ползуном 17, воспринимающим технологическое усилие.
Тормоз маховика 18 предназначен для быстрой остановки маховика 3.
Изменение величины хода ползуна осуществляется за счёт проворота бугельного колеса 9 относительно эксцентриковой втулки 10 при включённой муфте 4 и выключенном тормозе 5. При этом пневмоцилиндры 19 расцепляют обойму 13 и шестерню 11, пневмоцилиндр 20 затормаживает центральную шестерню 21 и связанное с ней колесо 22, пневмоцилиндр 23 вводит в зацепление шестерню 24 и венец 25, жёстко установленный на маховике 3.
Далее мотор-редуктор М4 (поз.26) через шестерню 24, зубчатый венец 25, маховик 3, муфту 4, шестерни 6 и 7 передаёт крутящий момент колесам 8 и 9. При вращении колёс 8 и 9 эксцентриковая втулка 10 получает равное и противоположно направленное движение от жёстко соединённого с ней зубчатого колеса 27 через сателлиты 28, 29.
По окончании регулировки величины хода ползуна пневмоцилиндры 19, 20, 23 возвращаются в исходное положение, при этом шестерня 11 сцепляется с обоймой 13, шестерня 21 растормаживается, шестерня 24 отводится от венца 25.
Колесо зубчатое 22 передаёт крутящий момент через колесо зубчатое 30, размещённое на валу III, и конические колёса 31, 32 валу командоаппарата 33. Вал III со шпоночным пазом служит для подсоединения ведущих частей средств механизации.
Изменение величины штампового пространства осуществляется электродвигателем М3 (поз.34) через червячную передачу 35, 36, удлинённую шестерню 37, шестерню 38, гайку-шестерню 16. Последняя, вращаясь по винту 15, изменяет положение ползуна 17 относительно стола пресса.
Отдел ОТК проводит испытания кривошипного пресса КД2134 на соответствия норм точности и жесткости. По следующим основным показателям:
Высокая надежность достигается за счет применения комплектующих известных мировых фирм, которые зарекомендовали себя только с положительной стороны.
Наша компания оказывает также услуги по проектированию и производству штампов для прессового оборудования.
Поставляемые Станкостроительным объединением «ПРЕССМАШ» станки и оборудование имеют полный пакет необходимой документации, а также отвечают всем действующим в РФ нормативам и стандартам.
На пресс действует гарантия завода-изготовителя, возможно послегарантийное обслуживание, а также заказ оригинальных запасных деталей, узлов и дополнительных комплектующих.
Осуществляем доставку и проведение пуско-наладочных работ по всей России и странам СНГ.
Специалисты «ПРЕССМАШ» при необходимости проведут обучение производственного персонала Заказчика по обслуживанию и эксплуатации оборудования.
У нас действует гибкая система оплаты. По согласованию с Заказчиком, возможна отсрочка платежа, а также есть возможность сотрудничества с ведущими лизинговыми компаниями.
Чтобы узнать актуальную цену пресса КД2134, запросите коммерческое предложение с помощью формы обратной связи, расположенной ниже или позвоните на номер горячей линии 8 (800) 3333-222.

Адрес склада и другие данные...