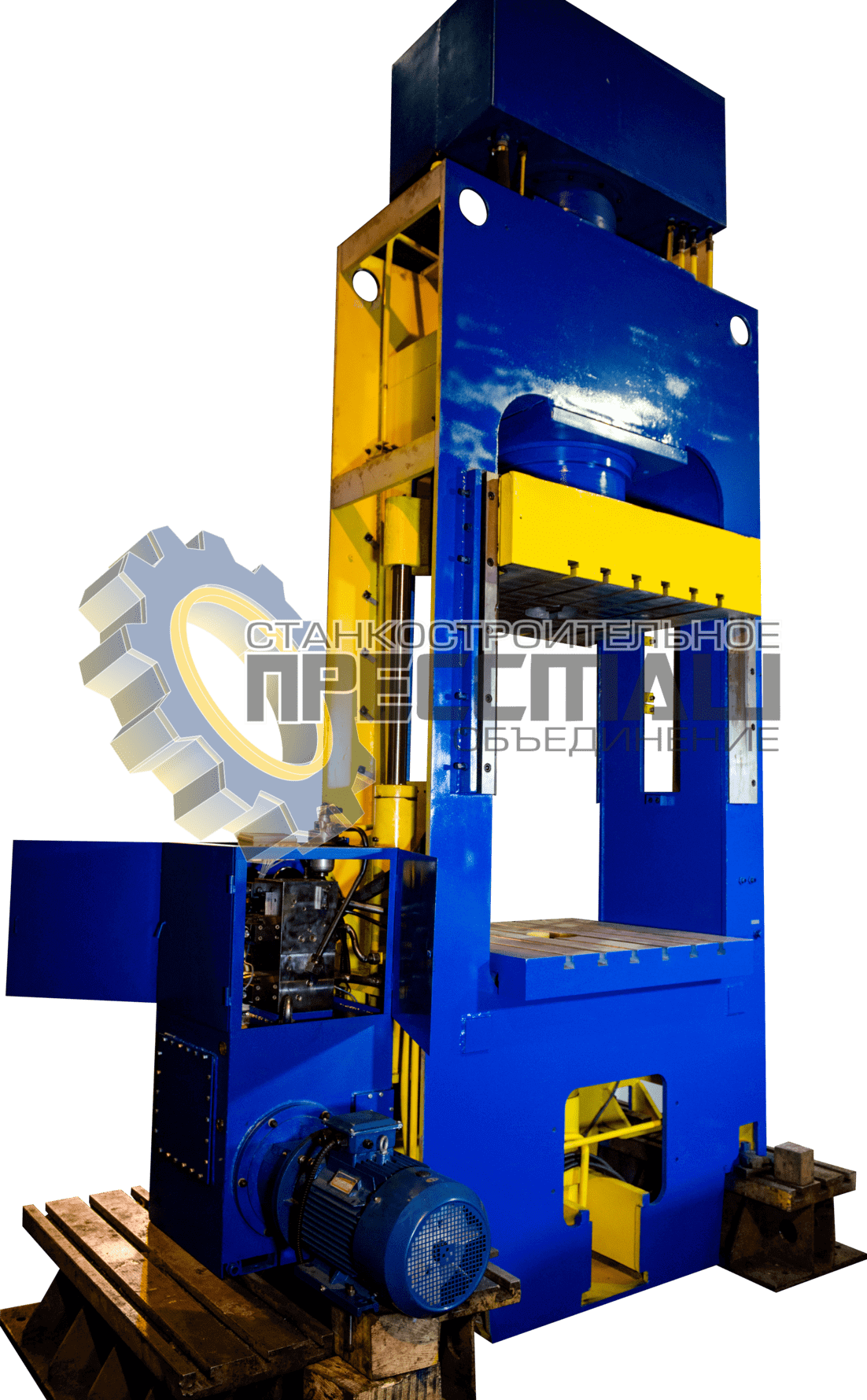
Кривошипно-рычажный кузнечный пресс КБ8344 является самой мощной машиной серии КБ и способен развивать давление на заготовку до 2,5 килотонн. Ход ползуна оказывается достаточным для обработки металлов в холодном состоянии с перепадом рельефа до 190 мм. Пригоден для выполнения многих операций:
При ремонте крупных деталей тяжелых машин кузнечный пресс КБ8344 применяется для демонтажа и сборочных работ с подшипниковыми узлами, втулками, осями, маховиками, шкивами. В непрерывном режиме с успехом используется как составная часть конвейеров. В составе автоматических поточных линий этот станок способен за минуту производить 20 циклов обработки заготовок.
Технические характеристики
| Наименование параметра | КВ8344 |
| Номинальное усилие, тс | 2500 |
| Ход ползуна, мм | 190 |
| Частота непрерывных ходов, мин-1 | 20 |
| Закрытая высота, мм | 560 |
| Регулировка закрытой высоты, мм | 10 |
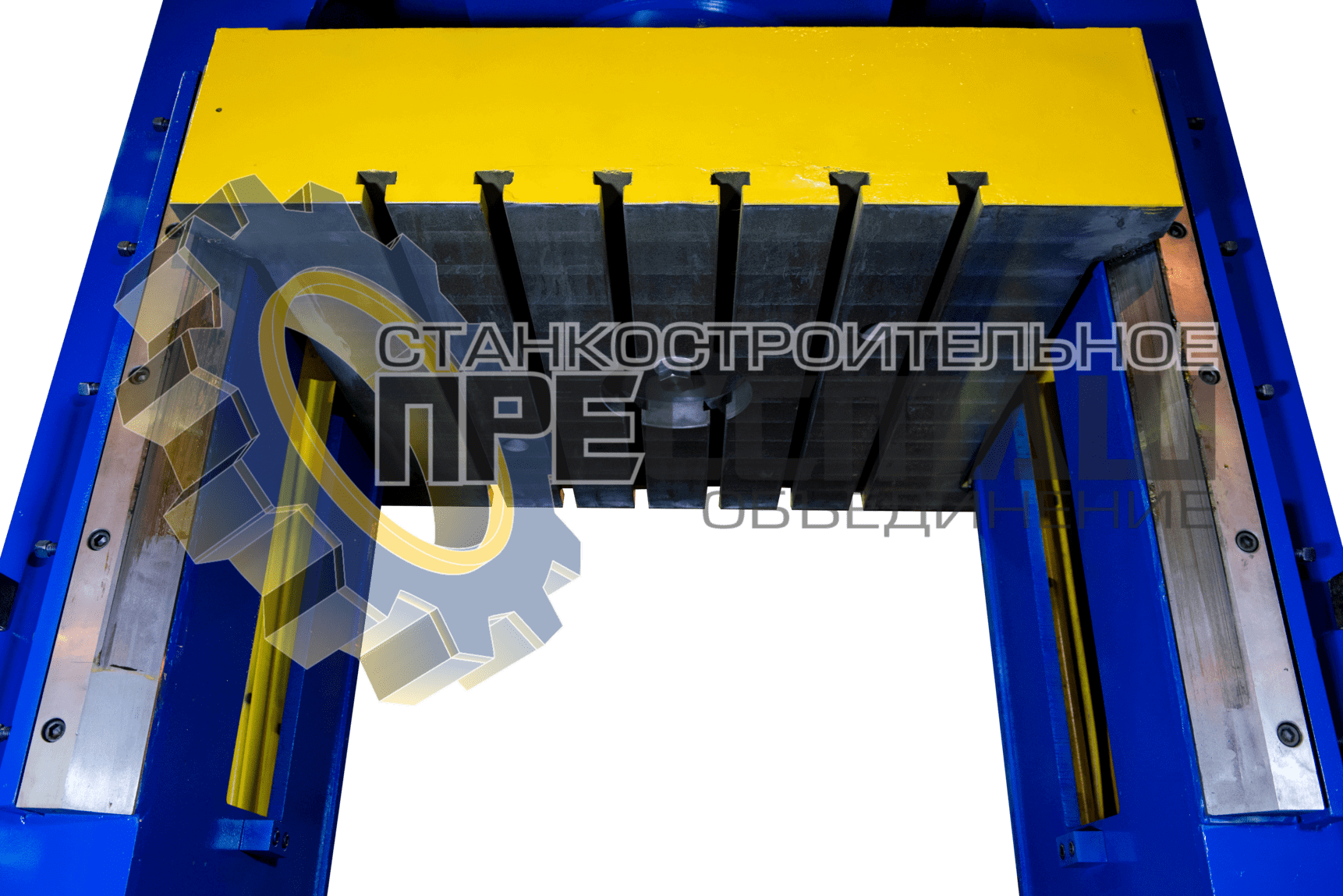
| Размеры ползуна, мм | |
| слева направо | 1590 |
| спереди назад | 900 |
| Размеры подштамповой плиты, мм | |
| слева направо | 1530 |
| спереди назад | 1530 |
| Габаритные размеры, мм | |
| слева направо | 4920 |
| спереди назад | 3340 |
| высота | 5980 |
| Масса | 124200 |
Если вы хотите купить пресс чеканочный кривошипный КБ8344, то оставьте заявку на сайте или позвоните в наш офис.
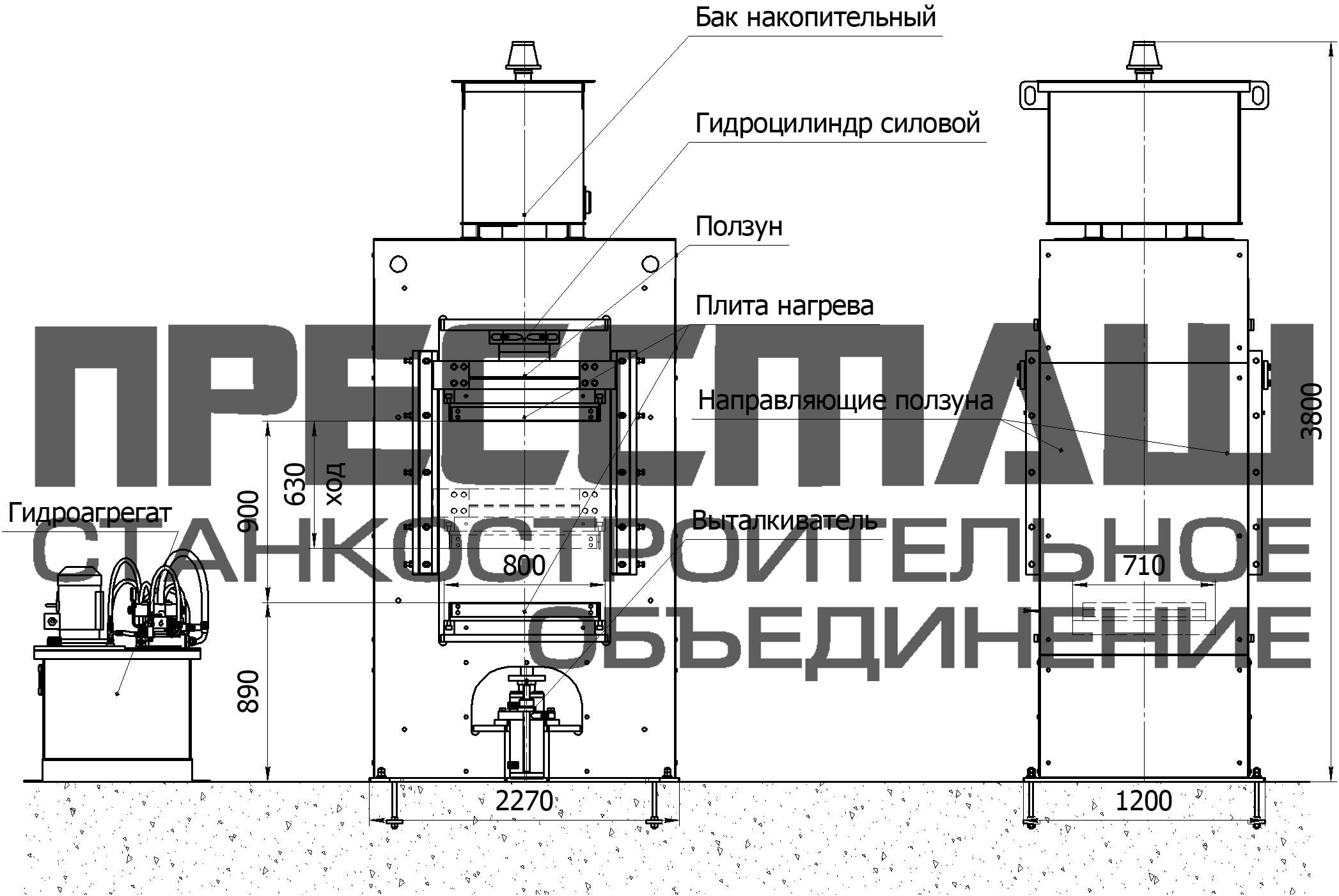
Сварная станина чеканочного пресса КБ8344 изготовлена с расчетом максимальной устойчивости к растягивающим деформациям во время создания рабочего давления на заготовку. Также она имеет хорошую сопротивляемость возникновению нежелательных вибраций. Горизонтальному смещению рабочих органов препятствуют 8 направляющих. Благодаря принятым конструкторами мерам, станок обладает высокой точностью металлообработки.
Для осуществления главного рабочего хода применяется электродвигатель асинхронного типа значительной мощности – 75 кВт. Для его питания используется промышленная трехфазная электросеть с междуфазным напряжением 380 В. При работе в ручном режиме его запуск и остановку выполняет оператор с помощью кнопочного пульта управления. Для регулировки процессов обработки при применении в конвейерах используется автоматический режим, контролируемый электронным программным блоком.
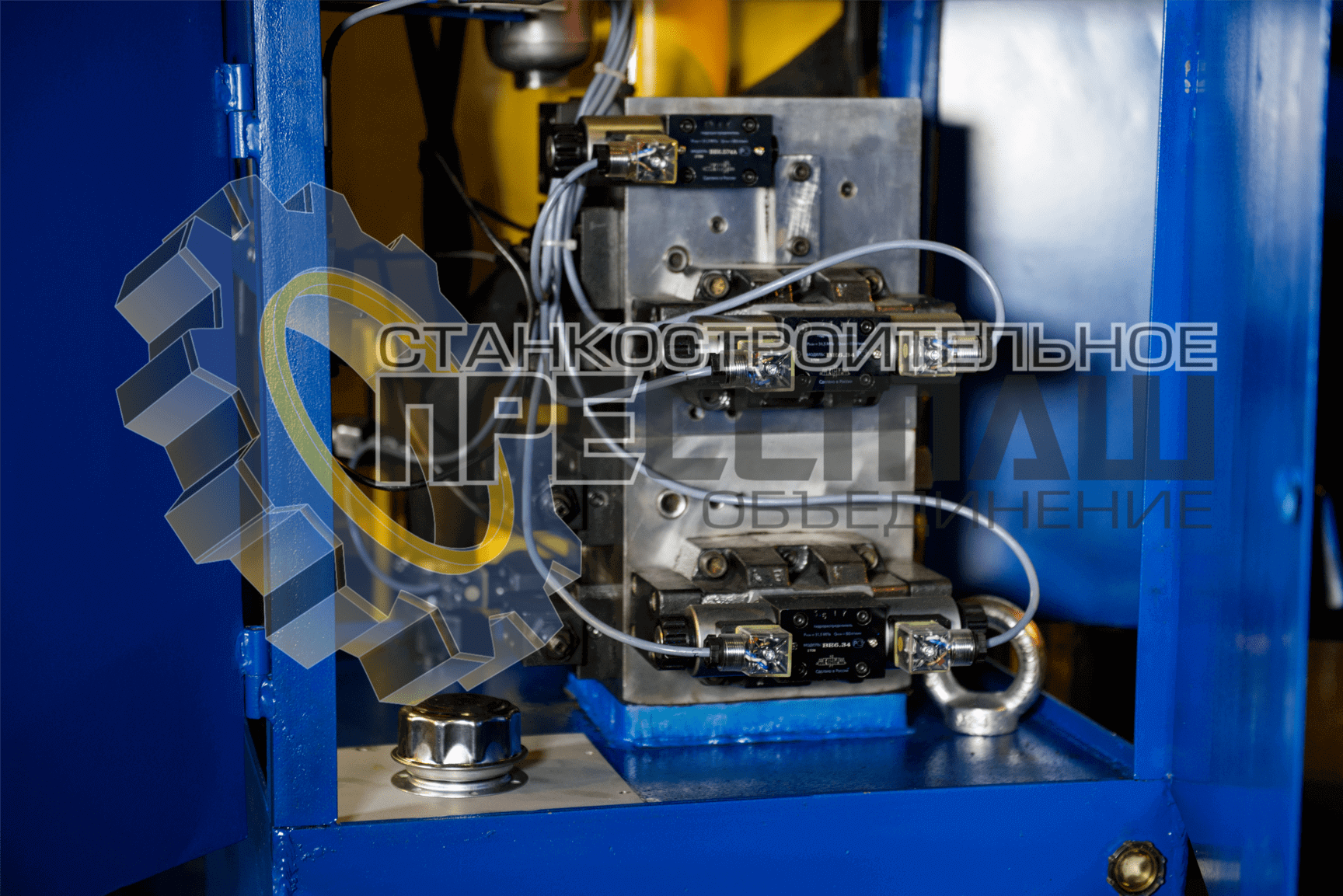
Система передачи и преобразования вращательного движения в возвратно-поступательное многоступенчатая. В нее входят:
Для смазки деталей редуктора применяется принудительная циркуляция с автоматическим регулированием. Блокировочный механизм препятствует травмам при аварийных обрывах тяговых элементов.

Адрес склада и другие данные...