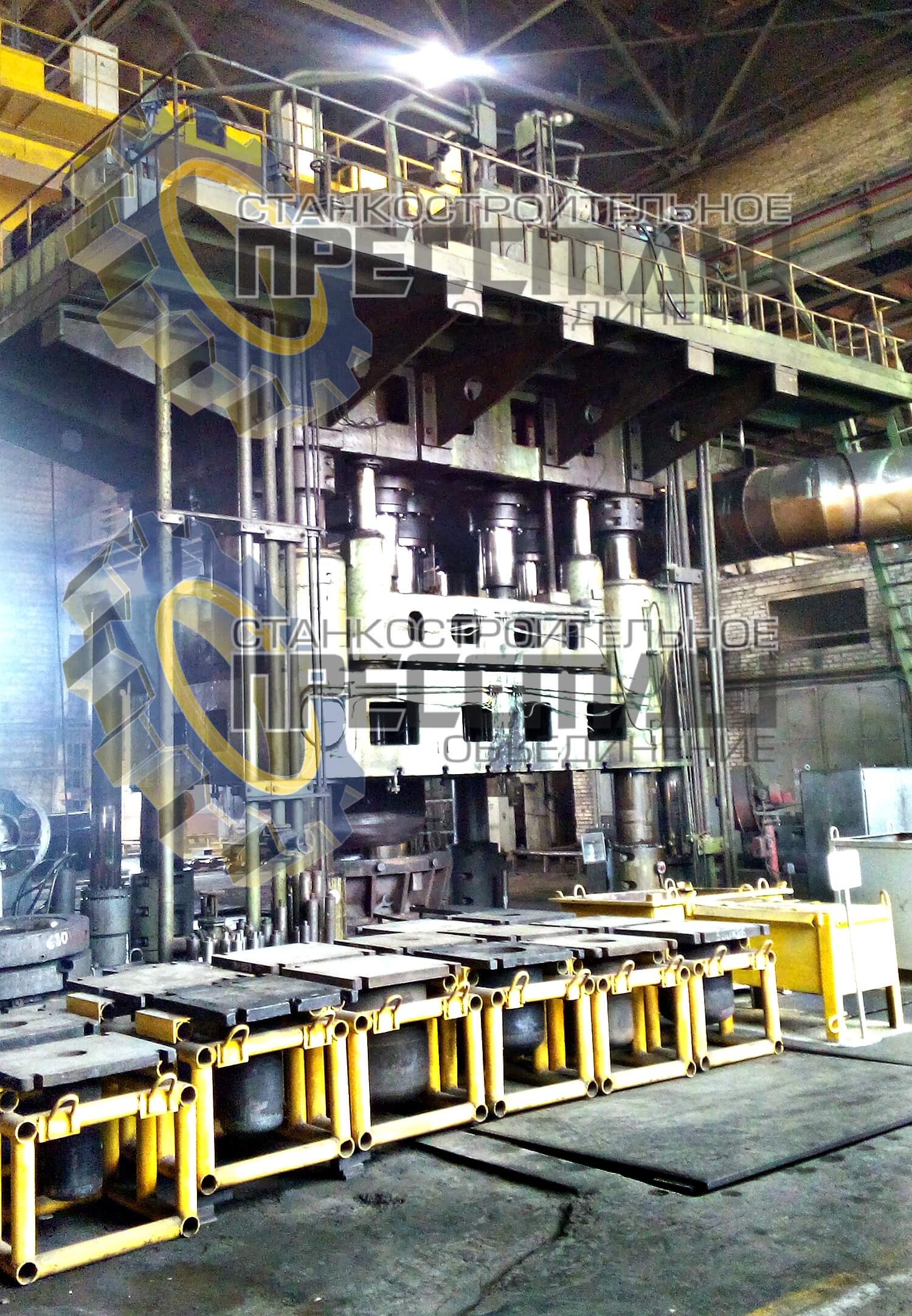
Нами был проведен капитальный ремонт и модернизация пресса П236 ус. 1600 тонн (16000 кН).
Пресс гидравлический листоштамповочный двойного действия с гидроподушкой П236Б разработан как многофункциональное тяжёлое кузнечно-прессовое оборудование, предназначен для выполнения различных работ в области обработки металлов давлением, порошковой металлургии, горячей и холодной штамповки, глубокой холодной вытяжки изделий из металла. Высокие технические характеристики гидропривода обеспечивают рентабельное применение, как в единичном, так и в массовом серийном производстве, а развитая адаптивная цифровая система управления с цифровыми средствами регистрации величин линейных перемещений всех подвижных частей пресса обеспечивает успешное проведение на нём научно-исследовательских и опытно-экспериментальных работ.
Были выполнены модернизация и капитальный ремонт всей линейки кузнечно-прессового оборудования данного типа, а именно: пресс гидравлический листоштамповочный двойного действия колонный с гидроподушкой модели П233, его аналога П233А усилием 800 тонн 8000 кН, пресс гидравлический листоштамповочный двойного действия колонный с гидроподушкой модели П4642 усилием 1600 тонн 16000 кН, пресс гидравлический листоштамповочный двойного действия колонный с гидроподушкой модели П4644 усилием 2500 тонн 25000 кН, пресс гидравлический листоштамповочный простого действия колонный с гидроподушкой П3046 усилием 4000 тонн 40000 кН, пресс гидравлический листоштамповочный простого действия колонный с гидроподушкой модель П3440 усилием 1000 тонн 10000 кН.
Целью модернизации является значительное повышение показателей:
– уровня техники безопасности труда;
– производительности труда;
– расширение функциональных возможностей пресса.
Общее описание решаемых задач.
Повышение уровня техники безопасности труда.
Достигается за счёт:
1. Применение гидрозамков в линиях подач подъёмных гидроцилиндров прижимного ползуна для исключения его самопроизвольного падения при разгерметизации напорной линии подъёмных гидроцилиндров.
2. Применение не блокируемой предупреждающей световой и звуковой сигнализации для защиты от опасных действий.
Повышение производительности работы пресса.
Достигается за счёт:
1. Максимальное использование установленных мощностей гидропривода.
2. Использование установленных мощностей основной гидросистемы для привода всех средств механизации.
3. Модернизация гидросхемы главных движений пресса и средств механизации. Применение схемотехнических решений зарекомендовавших себя в современном кузнечнопрессовом оборудовании.
4. Численное и функциональное расширение выполняемых технологических операций главных движений и средств механизации.
5. Полная автоматизации всего технологического процесса.
6. Сокращение времени переналадки пресса.
В состав капитально ремонта входит следующее:
1. Замена клапанов наполнения
2. Обследование гидравлических магистралей. По результатам обследования принимается решение о ремонте либо замена с обследованием решения.
3. Замена гидростанции. Гидростанция должна быть разработана в соответствии с ГОСТ 17411-91 и ГОСТ 31177-2003;
4. Замена всех уплотнений главных и вспомогательных цилиндров.
5. Замена грязесъемных колец направляющих колонн
6. Заправка гидравлических жидкостей, в достаточном объеме для текущей эксплуатации.
7. Замена шкафа управления
8. Замена пульта управления
9. Замена силового кабеля от ТП-1
10. Замена системы консистентной смазки
11. Заправка консистентной смазки, в достаточном объеме для текущей эксплуатации
12. Замена направляющих стола
13. Обследование цилиндров выдвижения стола, при необходимости замена с обоснованием выбора решения.
14. промывка всей гидросистемы после монтажа, промывка осуществляется по ГОСТ 17216-2001, до 10 (десятого) класса чистоты.
15. После промывки заправляется новая рабочая жидкость. Работы на промывочной жидкости не допускается.
16. Покраска пресса термостойкими и не горючими лакокрасочными материалами, применяемые для покрытия металла. Выбор материала и цвета с согласованием Заказчика.
17. Замена технической системы вентиляции пресса. Производительность системы вентиляции не менее 20000 м3/ час. Предусмотреть защитные устройства для отсечения выходных паров их рабочей зоны пресса (шторки, экраны).
18. Ревизия мест крепления оснастки к траверсе и столу. Необходимости ремонт с обоснованием.
19. установка устройства пламегасителя на верхней траверсе.
20. монтаж системы охлаждения масла.
21. установка системы местного освещения и маслоподвала.
В данной статье представлено общее описание, о данном проекте, для детальной информации обращайтесь к представителям ООО «СО «ПРЕССМАШ», тел. 8(495) 215-20-50, info@sopressmash.ru

Адрес склада и другие данные...
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}